



Nexterra - Fixed-Bed Updraft Gasification System
From Technology
Nexterra’s core technology is a fixed-bed updraft gasification system. These systems range in output from 2 to 40 MWth (8 to 140 MMBtu/hr) and 2 – 15 MW electric. Nexterra’s systems are simple in design, are able to handle a wide-range of feedstocks and produce very low emissions.
How it Works

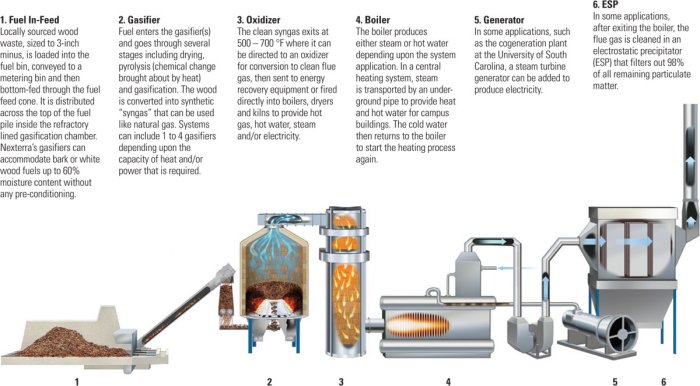
1 Fuel In-Feed System
The metering bin provides short-term fuel storage and ensures a constant supply of fuel to the gasifier. Fuel is conveyed by a horizontal auger from the metering bin to a vertical auger that pushes fuel into the base of the fuel pile inside the gasifier.
2 Gasifier
Within the gasifier, the fuel moves through progressive stages of drying, pyrolysis, gasification and reduction to ash. Combustion air (20 - 30% of stoichiometric), steam and/or oxygen are introduced through the inner and outer cone into the base of the fuel pile. Partial oxidation, pyrolysis and gasification occur at 1500 — 1800 °F (815 – 980 °C), and the fuel is converted into “syngas” and non-combustible ash. Combustion temperatures in the fuel pile are tightly controlled and kept below the ash melting temperatures to ensure that there is no formation of “clinker” and that the ash flows freely.
3 Automatic Ash Removal System
As the fuel is processed in the system it is reduced to non-combustible ash. The ash migrates to the grate at the base of the gasifier where it is removed intermittently through a set of openings. When hydraulically activated, the rotating grate opens and the ash drops into two ash hoppers. Each ash hopper has two parallel augers to convey the ash to a collection conveyor and an enclosed ash bin.
4 Syngas
Syngas exits the gasifier at 500 — 700 °F (260 – 370 °C). The syngas can be combusted in a close-coupled oxidizer with the resulting flue gas directed to heat recovery equipment (e.g., boilers, thermal oil heaters, air-to-air heat exchangers), fired directly in industrial boilers or kilns, or cleaned for use in the firing of internal combustion engines or the production of higher value gases and chemicals.
Typical System Components
Set out below is a simplified representation of the components of a typical Nexterra steam/hot water system.
See 'Solutions' section for more information.
Waste Feedstocks
Nexterra’s gasification systems can process many challenging renewable waste feedstocks while still meeting the tightest emissions regulations. Nexterra’s broad fuel specification allows for the use of feedstocks with moisture contents ranging from 6 – 60% and with sizes up to 75 mm (3 inches).
Nexterra’s systems have been demonstrated to operate reliably on the following biomass feedstocks:
- Wood (bark/chips, sawdust)
- Clean Construction and Demolition Debris
- Biosolids from Sewage Sludge
Nexterra also has a number of other potential feedstocks under development, including:
- RDF (Refuse Derived Fuel)
- Poultry Litter
- Compost Material
- Switchgrass
- Agricultural Residues
Nexterra operates a commercial-scale (12 tonnes/day) Product Development Center in Kamloops, BC. Please contact us if you’d like to discuss testing your feedstock.
Nexterra Advantages
Nexterra's systems are fully automated and are 'built to last'. Below are some of the key features and benefits of Nexterra's technology:
Feature
Low Air Emissions*
Tight management of temperature, residence time and velocity reduces emission formation (PM, VOC, CO, NOx).
Low Particulate Carryover
“Quiet” fuel bed results in a low velocity gas with very limited carryover of particulate matter.
Handles Challenging Fuels
Precise process control reduces problems typically associated with “hard to handle” waste fuels (C&D, biosolids, RDF), such as “ash clinkering” and NOx formation.
Design Simplicity
System has very few moving parts.
Syngas Versatility: “It’s a Gas”
Syngas can be fired directly into boilers, kilns or engines.
“Green Fuels and Chemicals”
Syngas (CO & H2) is a building block for high-value fuels and chemicals.
Benefit
- Easier permitting and public acceptance
- Lower cost for emission controls
- Less boiler fouling
- Less refractory wear
- Reduce fuel costs by using low-cost waste biomass fuels
- Increased fuel supply options and reduced fuel procurement risk
- Lower lifecycle costs
- Lower parasitic loads
- Lower maintenance costs
- Potential to re-use existing fossil fuel assets for renewable application
- Utilize gas in high-efficiency conversion systems (Internal Combustion Engines)
- Gasification enables the conversion of renewable waste feedstocks into high value “green chemicals” or “green fuels”. All combustion can do is convert renewable waste feedstocks into heat.
Syngas Conditioning
In 2008, Nexterra in collaboration with GE Energy commenced a program to develop a syngas conditioning system capable of producing a syngas suitable for use in high-efficiency internal combustion engines and for the production of higher-value gases, chemicals and liquid fuels.
The result of this development work is a unique syngas conditioning system that employs thermal cracking. Since commencement of the program in 2008, Nexterra has completed over 5,000 hours of operation of the conditioning system at the Product Development Centre and has run a 239 kWe GE Jenbacher Engine (model #JGS 208) on the conditioned syngas for over 3,000 hours. Nexterra is currently completing the installation of a 2 MW system at the University of British Columbia which is expected to commence operation in the third quarter of 2012.
Nexterra’s approach to syngas conditioning has a number of advantages relative to other approaches including higher reliability, higher tolerance to variations in feedstock, and minimal wastewater discharge.
Customer reviews
No reviews were found for Nexterra - Fixed-Bed Updraft Gasification System. Be the first to review!