

Engineered Air
- Home
- Companies
- Engineered Air
- Products
- Engineered Air - Model HRRF Series - ...
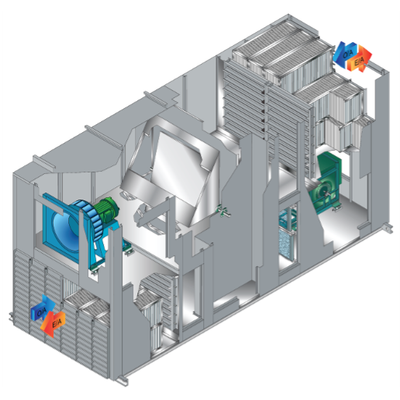
Engineered Air - Model HRRF Series -Packaged Thermal Storage Recovery Systems
FromEngineered Air
The HRRF Series Packaged Thermal Storage Recovery Systems are engineered for optimal air-to-air energy recovery, facilitating the transfer of thermal energy between air streams. These systems leverage two separate blocks of heat storage cassettes to efficiently absorb, store, and release thermal energy. The technology achieves a high degree of effectiveness, boasting up to 90% efficiency in winter and 80% in summer conditions. Designed for customizable configurations, these systems can integrate additional heating and cooling sections to meet various environmental requirements. This dynamic adaptability makes them suitable for a wide range of industrial applications where energy efficiency and resource management are critical. Engineered Air prioritizes continuous product enhancement, ensuring the specifications and capacities of these systems align with evolving technological standards.Most popular related searches
heating and cooling
energy recovery
thermal energy
energy efficiency
industrial energy efficiency
energy efficiency management
industrial energy
energy resource
energy management
The thermal storage recovery systems utilize two separate blocks of heat storage cassettes to absorb, store and release heat from and to air streams. This proven technology provides air to air energy recovery with an effectiveness as high as 90% during the winter season and 80% during the summer season. The unit configurations are customized with options to include auxiliary heating and cooling sections.
- Airflow rates from 1,000 to 30,000 CFM (472 to 14,160 L/s)
- Made-to-order models for higher flow rates available
- Sensible temperature output effectiveness of 90% winter / 80% summer (+/- 5%)
- Aluminum cassettes
- No freezing to -40°F (-40°C). No pre-heated air or frost control required
- Self-cleaning, minimum maintenance
- Modular design ideal for new and retrofit applications
- Pneumatic and electronic damper control available