

- Home
- Companies
- Babcock & Wilcox
- Products
- B&W - Boiler Technologies

B&W - Boiler Technologies
We manufacture highly reliable boilers that can operate up to 18 months between stops, a full six months beyond the industry standard. We have been designing and building boilers for decades. Our boilers require a minimum of maintenance and most cleaning can be carried out during operation.
We use CFD to give you an optimal boiler design
Since 1996, Computational Fluid Dynamics (CFD) has been one of the cornerstones of our technology.
We use the CFD tool Fluent to achieve the best possible boiler design. It is our numerical laboratory and an effective method for the evaluation of different design alternatives that are otherwise too expensive, time consuming, or impossible to test.
Understanding the science of combustion and heat transfer is a cornerstone of NextBAT® technology
A CFD analysis provides a detailed representation of the combustion process, flow field, and heat transfer. The detailed chemical and physical information obtained for plants by CFD helps us create the very best solution.
Our boiler range
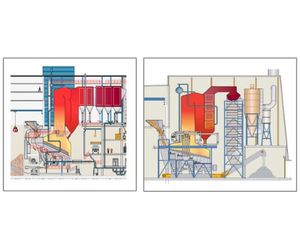
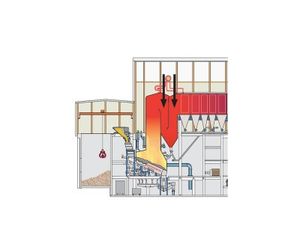
Our boilers are normally water tube boilers and most often have four passes: three vertical radiation passes and a convection pass. The first of the radiation passes is integrated into the furnace as a post-combustion chamber. The convection pass, in which the evaporators, superheaters, and economisers are located, may be vertical or horizontal.
We place great emphasis in the design phase on achieving uniform flow through the boiler, as this gives the most efficient heat transfer, lowest wear and corrosion risk, and optimum retention time in which combustion can take place.
Our horizontal arrangement boilers: no steam consumption and high steam data
One of many advantages of the horizontal boiler design is that the heating surfaces can be cleaned by means of a “rapping device” which, unlike the traditional steam soot blowers, does not consume steam which could otherwise be used to produce heat and electricity.
Another advantage of the horizontal design is that support for the heating surfaces can be placed outside the flue gas. Large steel beams can thus be used for support, making it possible to design larger boilers.
As far as the cleaning of the convective heating surface is concerned, the horizontal design means that dirt from the cleaning process enters the hoppers without passing other heating surfaces, thus reducing the risk of blocking the tube bundles. This results in a better availability of the plant.
Our vertical arrangement boilers: better optimisation of layout and a smaller footprint
The convective heating surfaces in a vertical boiler are usually cleaned by soot blowers, which minimise the risk of blocking the tube bundles. Because the vertical heating surfaces use a common hopper for ash extraction, performance per steel ton is optimised. To avoid soot blower-induced erosion, superheater and evaporator tubes are protected by stainless steel tube shells. The arrangement of the tubes means that the tube bundles don’t need separate drains - a major advantage in terms of the time required for replacing the bundles.
Convection pass: helping to optimise the process
The convection pass of a boiler is characterized by the mode of energy transfer from the hot flue gas to water or steam, which is primarily via convective heat transfer. On waste-to-energy boilers the flue gas temperature (at the entrance to the convection pass) is typically below 625 °C, which makes it possible to put heating surfaces inside the flue gas rather than surrounding it, as in a typical radiation pass.
Heating surfaces within the flue gas lead to a growing optimisation effect. Because the heating surface area can be optimised, the entire boiler can be optimised, which means the entire plant building is optimised. However, the burning of some fuels (such as waste) generates a high concentration of particles which are sticky at high temperatures. To avoid a blockage in the flue gas path, the flue gas temperature must thus be below a certain temperature, which limits the use of convective heating surfaces.
Fully automatic boiler cleaning with our water soot blower
Our new water soot blower performs fully automatic cleaning of boiler walls in the radiant part of the boiler. This is done in order to control the inlet temperature to the convection part of the boiler and thereby avoid fouling and corrosion. It was developed to streamline daily operations, increase operating personnel safety, and optimise operating time, service lifetime, and energy production.

When designing a boiler for waste firing it is important to take the special risk of corrosion into account. This risk is due mainly to the release of chlorine from the waste during combustion which is combined with condensing components of metals Zn and Pb. Intense heat rises from the furnace into a post-combustion chamber in the boiler. When this happens there is a significant chance of corrosion. To provide maximum protection we use Inconel®, an intense, heavy-duty “armour” in the boiler and furnace, to ensure increased lifespan and shorten downtime of your plant.
Inconel is a high-strength, corrosion- and oxidation-resistant material that forms a thick, stable, oxide layer for protection of surfaces. The best cladding for corrosion protection is Cold Metal Transfer (CMT) which produces a very low content of iron in the Inconel®. Inconel® is an investment that provides considerable long-term financial benefits, as it minimises the consequences of non-existent or insufficient corrosion protection for your plant. Our boiler walls and pipes are manufactured with Inconel® cladding.
In 2005 we designed a new boiler for Reno-Nord, a waste-to-energy plant in Aalborg, Denmark.
We began with our design philosophy which is based on the flue gas temperature being adjustable before the superheaters to ensure that the correct flue gas temperature can be obtained at all times. This achieves the highest possible superheating.
A flue gas temperature lower than necessary will lead to insufficient superheating, whereas excess flue gas temperatures will lead to unnecessary fouling and corrosion of the superheaters.
The most important parameter in this regulation scheme is the cleaning of the radiation part during operation.
The second most important parameter is the excess air. If the flue gas temperature cannot be sufficiently increased to achieve the desired superheating, the amount of excess air can be increased in order to increase the superheating capacity of the system.
The plant is designed for optimum production of electricity and district heating with the constraints given in the general design to obtain maximum income from the energy production. Consequently, one of the goals is to minimise the flue gas temperature at the outlet of the boiler and to heat the combustion air with a combination of heat sources which gives the highest production of electricity.
The boiler for a new waste-fired plant
The design is based on the same design principles as used for the boiler for Reno-Nord line 4. At the moment Reno-Nord line 4 is working with a planned time between main revisions of 18 months with the aim to go for 2 years.
Typically the boiler has the following features:
A radiation part based on reduced heating surface area (to ensure high superheating at start of run) and added cleaning opportunities (to ensure low flue gas temperature at end of run).
Flue gas temperature before the superheaters at MCR-load at End of Run:
- Cleaning in the radiation part 565 °C
- With expected cleaning in the radiation part 600 °C
- Without cleaning of radiation part 640 °C
This shows that when cleaning is used, there will be adequate possibilities of making adjustments of the radiation part heat intake, thereby allowing the flue gas temperature to be held, to the extent possible, within the optimal interval for superheating and limiting corrosion.
- A large heating surface area consisting of baffle walls and protective evaporators across the full width of the flue gas current
This ensures the best possible levelling of heat blankets in the flue gas current, thereby keeping local corrosion wear in the superheaters at a minimum.
- Active use of cleaning in the radiation part
The cleaning is adjusted during operation to ensure that, to the extent possible and at all times, the flue gas temperature is only as high as needed for superheating. Water injections between the superheaters should, in other words, only be used to fine-tune the steam temperature – major adjustments are to be made by cleaning the radiation part However, the flue gas temperature should never be raised to more than 625 °C and preferably not to more than 600 °C. This ensures that corrosion wear is never unduly high.
- Low excess air corresponding to 5% oxygen in wet flue gas
The excess air is raised only at the loads where superheating cannot be reached through active use of cleaning in the radiation part.
This ensures the highest possible boiler efficiency.
- Large heating surface areas in the superheater, allowing the major part of the theoretical maximum amount of energy to be extracted from the flue gas for superheating
This ensures that the desired superheating can be obtained at the lowest possible flue gas temperature before the superheaters, preventing the corrosion wear from being unduly increased.
- Coupling of the 2 or 3 hottest tube clusters in parallel flow
This ensures that the highest metal temperature is located in the coolest possible flue gas – and that the hottest flue gas at the superheater inlet hits the coolest possible tube. It keeps corrosion wear from the combined metal and flue gas temperatures at a minimum.
We developed a robust boiler capable of delivering 400-440 °C steam while observing the best possible boiler availability, durability, and operating economy for the customer.
Features included in our boiler design
Our design incorporates a number of features in order to deliver a boiler that meets all demands, especially those related to ‘no on-line cleaning’ of the radiant drafts and limitations on excess air/total flue gas volume. The most important are:
- Larger tube pitch in the front superheater cluster to avoid blockage caused by ash
- Larger protective evaporators before the superheaters to provide added levelling of heat blankets in the flue gas.