


EMISPEC - Generation of Steam and Hot Water
Emispec offers industrial gasification solutions for the conversion of biomass and/or post consumption residual waste material for applications of: Hydronic heating (hot water). Steam generation (Industrial and institutional). Power cogeneration. Hot water or steam boilers transform/transmit the energy contained in biomass to a fluid. They are composed at least two elements: a furnace (where the combustion is materialized) and a heat exchanger device (where heat is transfered to the the fluid).
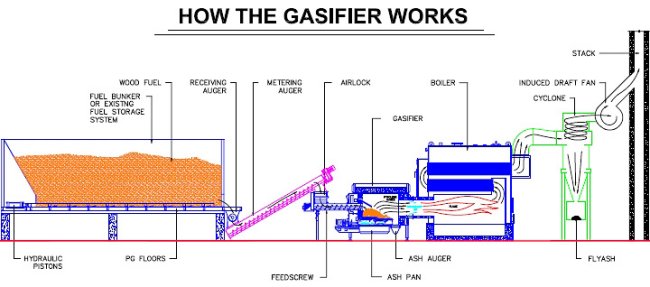
We offer solutions encompassing three process building blocks:
- A gasification chamber for extracting combustible fuel gas from woody biomass, wood waste, organic sludge and/or sorted, post recycling waste
- A combustion chamber for converting fuel gas to thermal heat
- A heat exchanger to transfer heat to a fluid- either for hot water, steam or thermal oil (type of CalFlow or Therminol)
The following table lists the system solutions we offer. We assemble a multidisciplinary team of professionals to execute urban biomass boiler and / or industrial boilerhouse turn-key projects. The project scope of work may include biomass conditioning systems, fuel feedstock supply equipment, gasifier systems, industrial boilers & HRSG, instrumentation and exhaust flue gas emissions control hardware.
- Robust , simple, no moving part systems.
- Gasification efficiencies of 90% for a combined efficiency 78% for hot water/steam generation .
- Turn-Down ratios in excess of 10:1 thereby avoiding the requirement for tandem boilers.
- The capability to operate in idle sleep mode for several hours; while reacting almost instantaneously to thermal heat dload demand. i.e. common requirement within the hospital sector.
- Leverage wet biomass feedstock with moisture contents < 50% w.c.
- Leverage biomass feedstock with ash contents in the order of 5%
- Enables the processing of dirty biomass containing sand and soil.
- Optimal use of low calorific value biomass or waste material
- Enhanced tolerance for punctual feedstock variations
- Thermal heat conversion for high humidity feedstocks ( < 55% w.c.)
- Thermal heat conversion for feedstocks contaminated by dirt and sand
- Permit thermal heat rcovery from bulk MSW
- Permits turn-down ratio performance >> 3:1 without the need to operate tandem boilers
- Simpler fine particle emissions control
- Better emissions performance
A biomass boiler is an ecological, cost effective heating solution. These systems convert renewal biomass fuel to energy to provide cost savings of the order of 30% when compared to comparable fuel oil system OPEX costs. CAPEX investment costs for biomass fuel systems are sizeably more expensive than traditional fossil fuel infrastructure.
Moreover, biomass boilers exhibit lower CO2 emissions. Depending on individual needs, manual or automatic systems can process a variety of solid fuels. Note that the lifetime of a biomass boiler is fifteen years; lifetime which varies as a function of the feedstock processed, the quality of the installation and the periodicity of equipment maintenance.
The solutions we propose leverage the strengths of the gasification process to generate heat, electricity and combustible gas fuel known as wood gas, "producer gas" or "syngas".
How biomass & residual waste Gasification differs from combustion:
- 1 Kg of wood 20 MJ ~ 2.4 kWh / kg (wet). Complete combustion requires 6kg of air per kg of wood. The mix of air /solid fuel is sometimes difficult!
- An incinerator is designed to burn waste directly under conditions of combustion air or `` full air or excess-air `` In most cases, two combustion chambers are used because the combustion is incomplete. An incinerator does not produce gaseous fuel "syngas", but a hot air flow (dirty, containing smoke, particulates and unburned components such as CO, C, heavy metals, etc..
- In contrast, a gasifier converts waste into fuel gas "syngas", and a second stage burn this fuel under conditions of combustion "excess air"
- Gasification generates poor gas CO + H2. The combustion requires 5kg of air per kg of gas. The mixture is relatively efficient.
- The poor gas burns better because the air / fuel mixture is better
- Gasification takes place at a lower temperature
- Minimizes the problems of vitrification
- Reduces corrosion problems associated with liquefaction of alkali - sputtering
- Contributes to the decrease in the rate of fine particle emissions
- There are marked differences in color, texture and volume of ash produced
- Black, pasty ~ 30% of weight for a conventional incinerator versus white, dry and powdery ~ 10% of weight for a gasifier
The heat exchanger allows the heat transfer fluid. The biomass boilers are mainly equipped with two types of exchangers: the exchangers of smoke tubes and the exchanger of water tubes.
For exchangers of smoke tubes, the flue gas flow in tubes placed in the boiler water. The exchangers of smoke tubes are generally present in two or three passages of smoke. They are mostly positioned horizontally, but there are vertical models. The first course consists of the post-combustion chamber, the second and third correspond to the tube bundles. To facilitate heat transfer, the residence time of gas inside the tube bundle must be high. The smoke tube boilers meet the needs of conventional hot water or superheated water, and are generally used for boilers of small and medium sizes up to 30 MW.
For exchanger of water tubes or plates of water, unlike exchanger of smoke tubes, the combustion gases transfer heat to water circulating inside the tubes of the exchanger. There are several types of water tube boilers: boilers with natural circulation, with forced circulation and the steam generators. The water-tube boilers represent the majority of steam boilers in service today and are generally used for boilers of medium and large sizes (10-900 MW).